
.jpg)

润模胶条
一种特殊配方的润滑橡胶化合物,用于模具清洁后针对模具表面的润滑和保护。
这种先进的化合物与橡胶清洁材料兼容。最少的应用注射量提供润滑性能,从而实现可靠的模具性能,其快速固化配方显著缩短了固化时间,提高了模具润滑的生产率和效率。
在作业过程中不需要预热和引线框架。该化合物可确保固化后从模具中良好脱模,以确保模具在需要再次清洁之前再模制 50、200、400 或 800 次环氧模塑料 - 不粘连。
进一步缩短模具清洁所需的时间。
这种先进的化合物与橡胶清洁材料兼容。最少的应用注射量提供润滑性能,从而实现可靠的模具性能,其快速固化配方显著缩短了固化时间,提高了模具润滑的生产率和效率。
在作业过程中不需要预热和引线框架。该化合物可确保固化后从模具中良好脱模,以确保模具在需要再次清洁之前再模制 50、200、400 或 800 次环氧模塑料 - 不粘连。
进一步缩短模具清洁所需的时间。
技术规格
| 常规属性 | |
| 颜色 | 灰色 |
| 压缩压力 | 30 - 150 公斤/厘米2 |
| 比重 | 1.13 |
| 长度 | 250mm(可订制) |
| 宽度 | 10mm(可订制) |
| 厚度 | 7mm(可订制) |
| 保质期 @ 5°C | 365天 |
| 其他属性 | |
| 模数 | 1 - 2 |
| 固化条件(模具温度175 °C) | 5分钟 |
了解更多信息
什么是润模胶条,为什么要润滑我的模具?
在任何给定的成型生产线上,每台热塑性塑料或热固性塑料成型机都被限制在一定数量的注射量,然后质量下降,生产必须停机进行清洁。
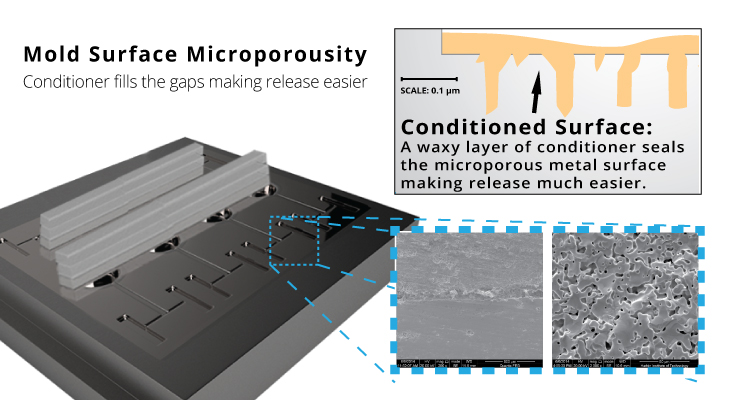 模具表面微孔率:蜡质填充间隙,使脱模更容易
模具表面微孔率:蜡质填充间隙,使脱模更容易每台成型机都需要停机进行清洁。通过润滑模具机,可以减少清洁频率和时间。
平均而言,热固性和热塑性成型机在需要清洁之前可以进行 300 次左右的注射。这是因为大多数塑料化合物在去除脱模部件后会在型腔中留下内部脱模的残留物。随着时间的推移,这会积聚和氧化,导致质量最终下降。
通过润滑模具表面,可以显著降低质量下降的速度。这增加了清洁周期之间的注射次数。因此,润模胶条有效地减少了停机时间并提高了生产率。
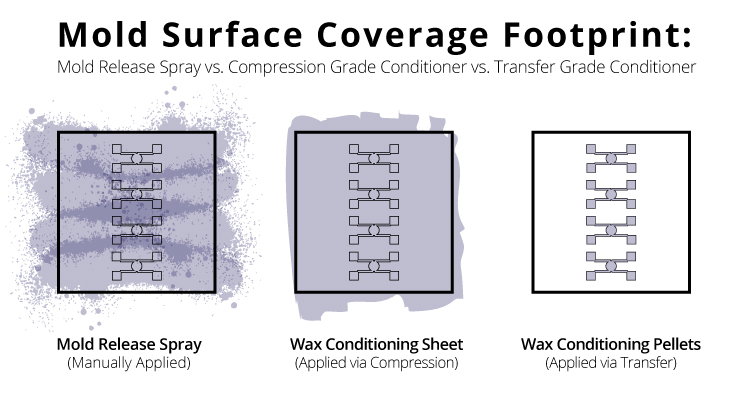
润模橡胶与脱模喷雾
润模橡胶应用在模具表面形成半永久性润滑层。这种半永久性层密封了模板表面的微孔金属结构。它还被设计为在氧化前持续更长时间,不仅可以作为脱模剂,还可以作为模塑料内部脱模和模具表面之间的缓解缓冲剂。另一方面,脱模喷雾剂是一种化合物的临时层,旨在帮助提高脱模部件的可释放性。
另一个重要的区别是脱模喷雾必须由技术人员手动涂抹,因此它们很容易出现应用不一致甚至用户错误的情况。相比之下,润模橡胶是通过压缩或转移进行机械应用的:提供一致的应用:没有人为错误。
请注意,脱模喷雾很乱,并且会产生不均匀的层:要么太厚,要么太薄。
脱模喷雾也只能持续 50 次左右注射,然后需要再次喷涂,这不可避免地会建立在以前的不一致之上,随着时间的推移,喷雾变得更加不均匀。
使用润模橡胶的程序
模具清洁后,请按照下列步骤作:
- 将压力机设置为标准加工参数
- 将蜡片撕成模具中使用的最佳尺寸
- 用大量的润模胶条覆盖模具。
- 使用常规固化周期模制润模胶条
- 用 1 到 2张润模胶条重复此过程
然后在正常工艺条件下恢复成型
附加信息
储存和包装
这些胶条应在低于 5°C 的温度下保持冷却。 它们在这些储存条件下的保质期为 12 个月。将它们从仓库中取出后,它们有 4 天的时间使用,然后才会失去效力。
它们采用 PE 袋包装,装在 10 公斤(净)纸盒中。
警告
建议在通风良好的地方使用。当橡胶很热时,您的皮肤不应接触它们,并且应避免将它们存放在 30°C 以上的温度下。



.png")
